
INSTITUTO UNIVERSITARIO POLITÉCNICO “SANTIAGO MARIÑO”
EXTENSIÓN PUERTO ORDAZ
ESCUELA 45 DE SEGURIDAD INDUSTRIAL
CÁTEDRA: PROCESO DE MANUFACTURA


PROCESOS DE CONFORMADO DE LOS METALES
Participante:
Elymar Martínez
José Hernández
Elymar Martínez
José Hernández
Pto. Ordaz, Julio 2014
INTRODUCCIÓN
Todos los materiales metálicos tienen una combinación de comportamiento elástico y plástico en mayor o menor proporción.
Todo cuerpo al soportar una fuerza aplicada trata de deformarse en el sentido de aplicación de la fuerza. En el caso del ensayo de tracción, la fuerza se aplica en dirección del eje de ella y por eso se denomina axial, la probeta se alargara en dirección de su longitud y se encogerá en el sentido o plano perpendicular. Aunque el esfuerzo y la deformación ocurren simultáneamente en el ensayo, los dos conceptos son completamente distintos.
A escala atómica, la deformación elástica macroscópica se manifiesta como pequeños cambios en el espaciado interatómico y los enlaces interatómicos son estirados. Por consiguiente, la magnitud del módulo de elasticidad representa la resistencia a la separación de los átomos contiguos, es decir, a las fuerzas de enlace interatómicas.A escala atómica, la deformación plástica corresponde a la rotura de los enlaces entre átomos vecinos más próximos y a la reformación de éstos con nuevos vecinos, ya que un gran número de átomos o moléculas se mueven unos con respecto a otros; al eliminar la tensión no vuelven a sus posiciones originales.
LAS PRENSAS EXCÉNTRICAS E HIDRÁULICAS COMO MÁQUINAS UTILIZADAS EN EL CONFORMADO DE METALES

Las prensas tienen capacidad para la producción rápida, puesto que el tiempo de operación es solamente el que necesita para una carrera del ariete, más el tiempo necesario para alimentar el material. Por consiguiente se pueden conservar bajos costos de producción. La máquina utilizada para la mayoría de las operaciones de trabajo en frio y algunos en caliente, se conoce como prensa.
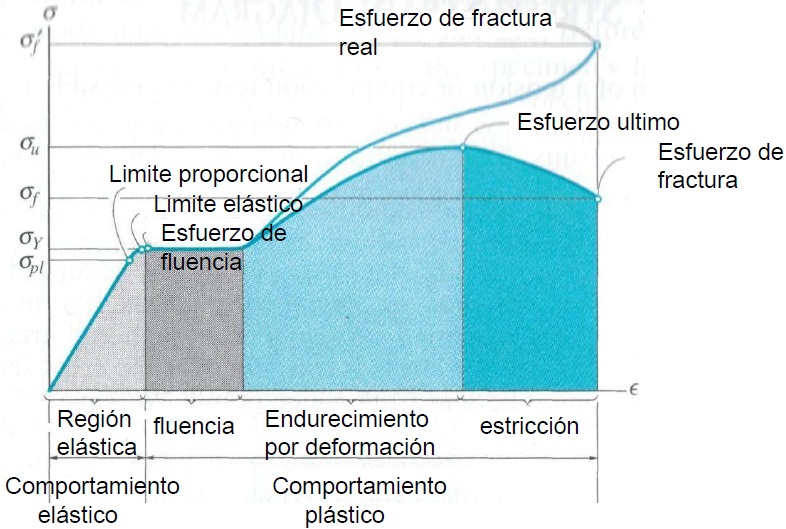
DIAGRAMA
ESFUERZO-DEFORMACIÓN
Gráfico del esfuerzo como una función de la deformación. Puede construirse a partir de los datos obtenidos en cualquier ensayo mecánico en el que se aplica carga a un material, y las mediciones continuas de esfuerzo y de formación se realizan simultáneamente. Se construye para ensayos de compresión, tensión y torsión. Todo cuerpo al soportar una fuerza aplicada trata de deformarse en el sentido de aplicación de la fuerza. En el caso del ensayo de tracción, la fuerza se aplica en dirección del eje de ella y por eso se denomina axial, la probeta se alargara en dirección de su longitud y se encogerá en el sentido o plano perpendicular. Aunque el esfuerzo y la deformación ocurren simultáneamente en el ensayo. Diagrama esfuerzo-deformación obtenido a partir del ensayo normal a la tensión de una manera dúctil. El punto P indica el límite de proporcionalidad; E, el límite elástico Y, la resistencia de fluencia convencional determinada por corrimiento paralelo (offset) según la deformación seleccionada OA; U; la resistencia última o máxima, y F, el esfuerzo de fractura o ruptura. - Esfuerzo Las fuerzas internas de un elemento están ubicadas dentro del material por lo que se Distribuyen en toda el Área; justamente se denomina esfuerzo a la fuerza por unidad de área, la cual se denota con la letra griega sigma (ζ) y es un parámetro que permite comparar la resistencia de dos materiales, ya que establece una base común de referencia.
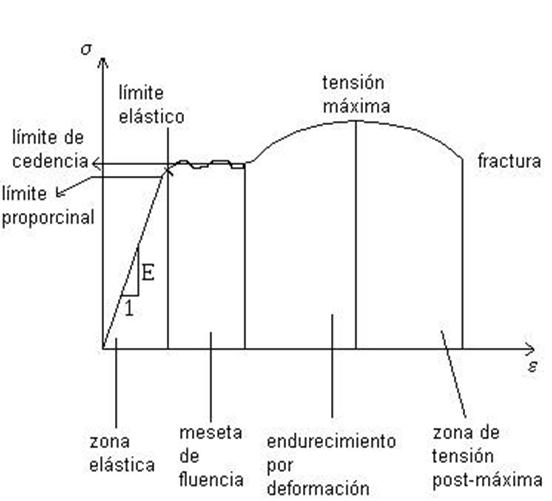
ζ = P/A Dónde: P≡ Fuerza axial; A≡ Área de la sección transversal - Deformación La resistencia del material no es el único parámetro que debe utilizarse al diseñar o analizar una estructura. Controlar las deformaciones para que la estructura cumpla con el propósito para el cual se diseñó tiene la misma o mayor importancia. El análisis de las deformaciones se relaciona con los cambios en la forma de la estructura que generan las cargas aplicadas. Una barra sometida a una fuerza axial de tracción aumentara su longitud inicial; se puede observar que bajo la misma carga pero con una longitud mayor este aumento o alargamiento se incrementará también. Por ello definir la deformación (ε) como el cociente entre el alargamiento δ y la longitud inicial L, indica que sobre la barra la deformación es la misma porque si aumenta L también aumentaría δ. Matemáticamente la deformación sería: ε = δ/L
USO Y
APLICACIONES ESPECÍFICAS COMO:
- Fuerzas de Conformado
en los Diferentes Procesos de Corte
Es el esfuerzo al que se ve sometido un material cuando se le aplican dos fuerzas
en la misma dirección y en sentido contrario, provocando su alargamiento. Mas
resiste a tracción menos alargamiento.

Los procesos de conformado de metales comprenden un amplio grupo de procesos
de manufactura, en los cuales se usa la deformación plástica para cambiar las formas de las piezas metálicas.
En los procesos de conformado, las herramientas, usualmente dados de conformación, ejercen esfuerzos sobre la pieza de trabajo que las obligan a tomar la forma de la geometría del dado.

- Doblado
Es el esfuerzo al que se ve sometido un material cuando se le aplican dos fuerzas
en la misma dirección y en sentido contrario, provocando su alargamiento. Mas
resiste a tracción menos alargamiento.

Los procesos de conformado de metales comprenden un amplio grupo de procesos
de manufactura, en los cuales se usa la deformación plástica para cambiar las formas de las piezas metálicas.
En los procesos de conformado, las herramientas, usualmente dados de conformación, ejercen esfuerzos sobre la pieza de trabajo que las obligan a tomar la forma de la geometría del dado.
La operación de doblado consiste, en realizar una transformación plástica de una lámina o plancha metálica de material y convertirla en una pieza con forma o geometría distinta a la anterior.
En cualquiera de las operaciones de doblado, siempre deberá tenerse en cuenta los factores que puedan influir sobre la forma de la pieza a obtener, como por ejemplo: elasticidad del material, radios interiores y ángulos de doblado.El doblado de piezas de chapa se realiza por medio de herramientas o matrices de doblar, que están compuestas de dos partes esenciales:
1.La superior o macho (punzón).
2.La inferior o hembra (matriz).

La herramienta se compone:
1. De un punzó n P que tiene la forma de la pieza.2. De una matriz M cuya forma en la parte activa, al final de la carrera debe dejar pasar el material,entre ella y el punzón, un juego teóricamente igual al de la propia chapa.
Para la obtención de un buen doblado deben tenerse en cuenta 3 factores:
1º-La pieza no debe sufrir ningún movimiento anormal durante el doblado.
2º-Los radios interiores de doblado serán como mínimo igual al espesor de la chapa.
3º-Las superficies del punzón o matriz en contacto con la chapa estarán lo más lisas y pulidasposible.
- Embutido
El embutido se produce por la penetración del punzón en la matriz.
La chapa (disco) debe pasar entre el punzó y la matriz de modo preciso (admitiendo cierto juego) para evitar la aparición de pliegues en las paredes de la pieza. Como regla general podemos decir que, a mayor espesor, menor posibilidad de formación de pliegues.

El troquel puede montarse en una prensa excéntrica o de mano.
Con troqueles sencillos se puede modificar un perfil esbozado para obtener el definitivo.
Con punzones de goma se pueden embutir recipientes a fin de abobarlos, actuando en su interior de modo que al comprimirse verticalmente y expandiéndose hacia los lados logran la forma. Se emplea en chapas de metal ligero.
El achaflanado de los bordes de la matriz ayuda a la chapa a resbalar por la pared del agujero, facilitando la operación de embutir.
Es conveniente hacer agujero pequeño en la matriz para evacuar el aire encerrado

Embutido De Una Etapa Con Apreta-Chapa

Embutido Inverso
Embutido Con Punzón Telescopico
Embutido Con Matriz De Doble Acción

Embutido Con Matriz De Acción Simple:

Embutido Inverso Con Matriz De Acción Simple Y Punzón Actuador:

CÁLCULO DE NÚMERO DE PASES DE EMBUTICIÓN
USO DE
TABLAS DE ESFUERZOS EN MATERIALES A CONFORMAR Y OTRAS VARIABLES DE INTERÉS



CONCLUSIONES

Los materiales, en su totalidad, se deforman a una carga externa. Se sabe además que, hasta cierta carga límite el sólido recobra sus dimensiones originales cuando se le descarga. La recuperación de las dimensiones originales al eliminar la carga es lo que caracteriza al comportamiento elástico. La carga límite por encima de la cual ya no se comporta elásticamente es el límite elástico. Al sobrepasar el límite elástico, el cuerpo sufre cierta deformación permanente al ser descargado, se dice entonces que ha sufrido deformación plástica. El comportamiento general de los materiales bajo carga se puede clasificar como dúctil o frágil según que el material muestre o no capacidad para sufrir deformación plástica. Los materiales dúctiles exhiben una curva Esfuerzo - Deformación que llega a su máximo en el punto de resistencia a la tensión. En materiales más frágiles, la carga máxima o resistencia a la tensión ocurre en el punto de falla. En materiales extremadamente frágiles, como los cerámicos, el esfuerzo de fluencia, la resistencia a la tensión y el esfuerzo de ruptura son iguales.
REFERENCIA BIBLIOGRÁFICA
No hay comentarios:
Publicar un comentario